 Deutsch
Deutsch-
 English
English -
 Français
Français -
 日本語
日本語 - Deutsch
-
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


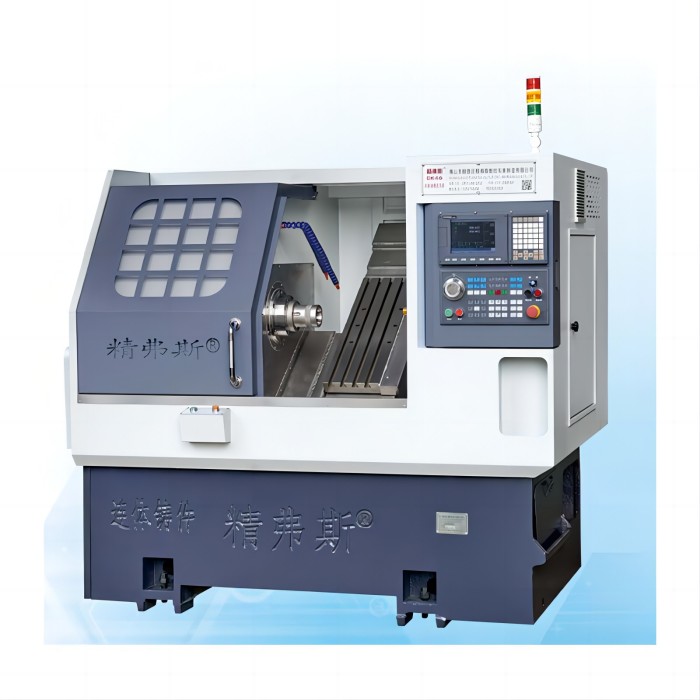
Anforderungen von CNC -Werkzeugmaschinen für die mechanische Struktur
Die Hauptstruktur vonCNC -Werkzeugmaschinenhat die folgenden Eigenschaften:
1) Aufgrund der Verwendung von Hochleistungs-Spindeln und Servo-Übertragungssystemen kontinuierlich variable Geschwindigkeitsgeschwindigkeit ist die Grenzübertragungsstruktur von CNC-Werkzeugmaschinen stark vereinfacht und die Übertragungskette wird stark verkürzt.
2) Um sich an die kontinuierliche automatisierte Verarbeitung anzupassen und die Verarbeitungsproduktivität zu verbessern, weist die mechanische Struktur von CNC -Werkzeugmaschinen eine höhere statische und dynamische Steifheit und Dämpfungsgenauigkeit sowie eine höhere Verschleißfestigkeit sowie eine geringere thermische Deformation auf.
3) Um die Reibung zu verringern, die Getriebefreiheit zu beseitigen und eine höhere Verarbeitungsgenauigkeit zu erhalten, werden effizientere Getriebekomponenten verwendet, wie z.
4) Um die Arbeitsbedingungen zu verbessern, die Hilfszeit zu reduzieren, die Betriebsfähigkeit zu verbessern und die Arbeitsproduktivität zu verbessern, Hilfsgeräte wie automatische Geräte für das Werkzeugklemm, Werkzeugmagazine und automatische Geräte für das Wechsel von Tools sowie automatische Geräte zur Entfernung von Chips werden verwendet.
Nach den zutreffenden Anlässen und strukturellen Eigenschaften von CNC -Werkzeugmaschinen werden die folgenden Anforderungen für die Struktur von CNC -Werkzeugmaschinen vorgelegt:
1.. Höhere statische und dynamische Steifheit der Werkzeugmaschine
CNC -Werkzeugmaschinenwerden automatisch gemäß den Anweisungen verarbeitet, die durch CNC -Programmierung oder manuelle Dateneingabe bereitgestellt werden. Da der Positionierungsfehler, der durch die geometrische Genauigkeit und Verformung der mechanischen Struktur (z. B. das Werkzeugbett, Führungsschienen, Arbeitsanlagen, Werkzeughalter und Spindelbox usw.) verursacht wird, kann während der Verarbeitung nicht eingestellt und kompensiert werden, um die erforderliche Verarbeitungsgenehmigung und die elastische Verformung der mechanischen Strukturkomponenten zu kontrollieren, um die erforderliche Verarbeitungsgenehmigung und die Oberflächenqualität zu gewährleisten. Unter dem Einfluss von internen und externen Wärmequellen werden die verschiedenen Teile der Werkzeugmaschine unterschiedliche thermische Verformungen durchlaufen, die die relative Bewegungsbeziehung zwischen dem Werkstück und dem Werkzeug zerstören und auch den vierteljährlichen Rückgang der Werkzeugmaschine verursachen. Für CNC -Werkzeugmaschinen, da der gesamte Verarbeitungsprozess durch berechnete Anweisungen gesteuert wird, ist der Einfluss der thermischen Verformung schwerwiegender. Schwer. Um die thermische Verformung zu verringern, werden die folgenden Maßnahmen normalerweise in der Struktur von CNC -Werkzeugmaschinen angewendet: (1) die Wärmeerzeugung verringern; (2) Anstieg der Kontrolltemperatur; (3) Verbesserung des Werkzeugmaschinenmechanismus.
3.. Reduzieren Sie die Reibung zwischen den Bewegungen und beseitigen Sie die Übertragungsfreiheit
Die Verschiebung des Arbeitsanbieters der CNC -Werkzeugmaschine (oder der Folie) entspricht einer kleinen Einheit in elf Impulsen und ist normalerweise erforderlich, um sich mit der Basisgeschwindigkeit zu bewegen. Damit die Arbeitstable genau auf die Anweisungen des CNC -Geräts reagieren können, müssen entsprechende Maßnahmen ergriffen werden. Derzeit gibt es offensichtliche Unterschiede in den Reibungsdämpfungseigenschaften der häufig verwendeten Schiebetuide, Rolling -Guides und hydrostatischen Führer. Verwenden Sie Kugelschrauben anstelle von Schiebetuarbeit im Vorschubsystem. Der gleiche Effekt kann mit der Bleischraube erreicht werden. Gegenwärtig verwenden CNC -Maschinenwerkzeuge fast alle Kugelschraubengetriebe. Die Bearbeitungsgenauigkeit von CNC-Werkzeugmaschinen (insbesondere CNC-Werkzeugmaschinen mit offenem Kreislauf) hängt weitgehend von der Genauigkeit der Vorschubübertragungskette ab. Zusätzlich zur Reduzierung der Bearbeitungsfehler von Getriebemand- und Kugelschrauben besteht eine weitere wichtige Maßnahme darin, ein spaltloses Getriebepaar zu verwenden. Für den kumulativen Fehler der Kugelschraubenheizung wird normalerweise eine Impulskompensationsvorrichtung für die Pitchkompensation verwendet.
Lebens- und Präzisionspfestigung von Werkzeugmaschinen
4. Um die Lebensdauer und Präzisionsbehörde von Werkzeugmaschinen zu verbessern, sollte der Verschleißfestigkeit von CNC -Maschinenteilen während des Designs vollständig berücksichtigt werden, insbesondere der Verschleißwiderstand der Hauptteile, die den Fortschritt beeinflussen, wie z.
5. Hilfszeit reduzieren und die Betriebsleistung verbessern
In der einzelnen Verarbeitung vonCNC -WerkzeugmaschinenDie Hilfszeit (Nicht-Chip-Zeit) macht einen großen Teil aus. Um die Produktivität von Werkzeugmaschinen weiter zu verbessern, müssen Maßnahmen ergriffen werden, um die Hilfszeit zu minimieren.
Gegenwärtig haben viele CNC -Werkzeugmaschinen mehrere Spindeln, mehrere Werkzeughalter und automatische Werkzeugveränderer mit Werkzeugmagazinen eingesetzt, um die Zeit für die Tooländerung zu verkürzen. Bei CNC -Werkzeugmaschinen mit einem erhöhten Chipverbrauch muss die Bettstruktur für die Entfernung der Chips förderlich sein.
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie