 Deutsch
Deutsch-
 English
English -
 Français
Français -
 日本語
日本語 - Deutsch
-
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Produkte






CNC-Drehmaschine mit Schrägbett und Werkzeugreihe
Hochwertige CNC-Drehmaschine mit geneigtem Bett und Werkzeugreihe wird vom chinesischen Hersteller Jingfusi® angeboten. Kaufen Sie eine CNC-Drehmaschine mit geneigtem Bett und Werkzeugreihe, die direkt von hoher Qualität und zu einem niedrigen Preis ist.
Anfrage absenden
Produktbeschreibung
Jingfusi® ist ein führender chinesischer Hersteller, Lieferant und Exporteur von CNC-Drehmaschinen mit geneigtem Bett und Werkzeugreihe. Das Streben nach perfekter Produktqualität sorgt dafür, dass viele Kunden mit unserer CNC-Drehmaschine zufrieden sind. Extremes Design, hochwertige Rohstoffe, hohe Leistung und wettbewerbsfähige Preise sind das, was jeder Kunde wünscht, und das können wir Ihnen auch bieten. Selbstverständlich gehört auch unser perfekter After-Sales-Service dazu. Wenn Sie an unseren Dienstleistungen interessiert sind, können Sie uns jetzt kontaktieren, wir werden Ihnen rechtzeitig antworten!


Maschinenfahrdiagramm
Produktdetails
Parameterliste
| Hauptspezifikation | |||
| Artikel | Einheit | Spezifikation | Anmerkung |
| Max. Drehdurchmesser | mm | 250 |
|
| Max. Schaukeldurchm. über Drehmaschine | mm | Ø500 |
|
| Max. Drehdurchmesser durch Gleitbett | mm | Ø160 |
|
| Schrägbettgrad | Grad | 35° |
|
| Effektiver Verfahrweg der X-Achse | mm | 1000 |
|
| Effektiver Verfahrweg der Z-Achse | mm | 400 |
|
| X/Z-Achse max. schnelle Reisegeschwindigkeit | m/min | 24 |
|
| Tischgröße: L x B | mm | 700 x 290 |
|
| Maschinengröße: L x B x H | mm | 2100 x 1580 x 1800 |
|
| Nettogewicht der Maschine | kg | 2600 |
|
|
|
Stck | 8 |
|
| Quadratische Werkzeuge | mm | 20 x 20 |
|
| Lochmessergröße | mm | Ø20 |
|
| Totales Pferd | kw | 13 |
|
| Durchschnittlicher Stromverbrauch | kw/h | 2 |
|
| Form der Spindelfläche |
|
A2-5 | 52:A2-6;CK36:A2-4 |
| Spulengeschwindigkeit | U/min | 6000 | 52:4200;CK36:5000 |
| Einstellung der Spindelgeschwindigkeit | U/min | 1-4500 | 52:1-3500;CK36:1-4500 |
| Nenndrehmoment der Spindel | Nm | 35 Nm (1500 U/min) | 52:47,8 nm; CK36:38 nm |
| Maximaler Stangendurchmesser | mm | Ø45 | 52:Ø50;CK36::Ø50 |
Genauigkeit von Werkzeugmaschinen
| Maschinengenauigkeit, Jingfus-Faktor-Standard: | ||||
| Wichtiger Testgegenstand | Schematische Darstellung | Werksstandard | ||
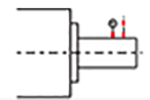
| Radialschlag der Spindel, |
 |
Unrundheit des Außenkegels erkennen | 0.0035 | |
| X-Achsen-Wiederholungsposition, X |
 |
Erkennen Sie wiederholte Positionierungen der X-Achse. Hinweis: Vorhersagen Sie zunächst etwa 50 Mal, um den Fehler des kalten Motors und des heißen Motors auszugleichen, und erkennen Sie dann die wiederholte Positionierung. | 0.003 | |
| Z-Achsen-Wiederholungsposition, Z |
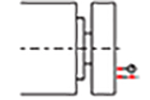 |
Erkennen Sie wiederholte Positionierungen auf der Z-Achse. Hinweis: Vorhersagen Sie zunächst etwa 50 Mal, um den Fehler des kalten Motors und des heißen Motors auszugleichen, und erkennen Sie dann die wiederholte Positionierung. | 0.003 | |
| Wenn der Kunde die ISO- oder VD1-Genauigkeit der X/Z/Y-Achse testen möchte, muss dies zum Zeitpunkt der Vertragsunterzeichnung festgelegt werden. Der Kunde muss diesen Artikel gleichzeitig mit der Erstabnahme durch Jingfusi Factory testen. | ||||
Hot-Tags: CNC-Drehmaschine mit geneigtem Bett und Werkzeugreihe, China, Hersteller, Lieferanten, Fabrik, Qualität, Preisliste
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie