 Deutsch
Deutsch-
 English
English -
 Français
Français -
 日本語
日本語 - Deutsch
-
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Produkte






Geneigter Slantbett drehen CNC -Drehmaschine
Das CK46 -Zählerbett, das die CNC -Drehmaschine dreht, ist eine Verbesserung und Upgrade von Jingfusi® auf der ursprünglichen Basis. Auf der Grundlage der Erben der hohen Verarbeitungsleistung und des einfachen Betriebs des ursprünglichen Modells wurde es mit einem vollständig geschlossenen, geneigten Bettdesign und einem größeren Betriebsraum, einer höheren Verarbeitungsgeschwindigkeit und der Präzisions -CNC -Werkzeugmaschine entwickelt, die einfacher zu anpassen und zu warten sind.
Modell:CK46
Anfrage absenden
Produktbeschreibung
This Inclined Slant bed Turning CNC Lathe Machine adopts a 45-degree inclined bed design and a super-rigid torque structure to ensure that the bed is not easily deformed during heavy-load cutting. The tilt angle makes installation, replacement and inspection easier. High-precision ball screws and spindles. Guaranteed highest precision and surface gloss.


Jingfusi® Slant Bett CNC Drehmaschine Merkmale:
Optimales Design:Diese geneigte, schräge Bettwende-CNC-Drehmaschine verfügt über ein 35-Grad-Schrägbett-Design, das eine verbesserte Steifigkeit und Stabilität für die Präzisionsbearbeitung bietet.
Effiziente Chiphandhabung:Die Maschine bietet einen wesentlichen Chip -Förderkapazität, sodass die Flexibilität entweder vordere oder hintere Chipentfernung ausgewählt werden kann, um den Bearbeitungsprozess zu gewährleisten.
Schraube PRE-Stretching:Diese Drehmaschine umfasst eine Vorabsteuerstruktur für Schrauben und optimiert die Genauigkeit und Zuverlässigkeit der Bearbeitungsgenauigkeit.
Toolpost vom Typ Gang-Typ:Ausgestattet mit einem Toolposten vom Typ Gang unterstützt diese Drehmaschine die Verwendung mehrerer Tools für eine erhöhte Effizienz und Vielseitigkeit in verschiedenen Bearbeitungsvorgängen.
Produktdetails
Parameterliste
| Projekt | Einheit | CK46 | CK52 | CK76 | |
| Maximale Drehlänge | mm | 350 | |||
| Maximaler Drehdurchmesser auf dem Bett | mm | Ø 500 | |||
| Maximaler Drehdurchmesser am Skateboard | mm | Ø 160 | |||
| Bettneigung | ° | 35 ° | |||
| Effektive Reise der X/Z -Achse | mm | Durchmesser 1000/400 | |||
| X/Z -Achsenschraubenspezifikationen | mm | 32 | |||
| X/z -Achsenschienenspezifikationen | mm | 35 | |||
| X/Z-Achse-Motorleistung | KW | 1.3 | |||
| Maximale schnelle Bewegung der x/z -Achse | m/my | 24 | |||
| Werkzeugmaschine Länge x Breite x Höhe | mm | 2100x1580x1800 | |||
| Gesamtgewicht der gesamten Maschine | Kg | 2600 | |||
| Messernummer | Fix | 8 | |||
| Quadratmessergröße | mm | 20x20 | |||
| Runde Lochschneidergröße | mm | Ø20 | |||
| Gesamtleistung | KW | 13 | 13 | 16 | |
| Durchschnittlicher Stromverbrauch | Kw / h | 2 | 2 | 2.5 | |
| Hauptwelle | Spindel -End -Gesichtsform |
|
A2-5 | A2-6 | A2 -8 |
| Maximale Spindelgeschwindigkeit | r/min | 6000 (gesetzt auf 4500) | 4200 (auf 3500 eingestellt) | 3200 (auf 2500 eingestellt) | |
| Spindelmotorleistung | KW | 7.5 | 7.5 | 11 | |
| Nennmoment des Spindelmotors | Nm | 47,8nm | 47,8nm | 72nm | |
| Maximaler Stachelabwinddurchmesser | mm | Ø 45 | Ø 51 | Ø 75 | |
Genauigkeit der Werkzeugmaschine
| Maschinengenauigkeit, Jingfus -Faktor Standard: | ||||
| Haupttestelement | Schematischer Diagramm | Erkennungsmethode |
Fabrikstandard |
|
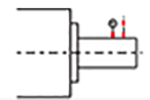
| Spindel -Radialschlag, |
 |
Runout des Außenkegels erkennen | 0.0025 | |
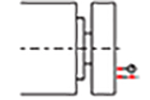
| X-Achse Wiederholungsposition |
 |
Erkennen Sie die wiederholte Positionierung der x-Achse. HINWEIS: Vorhersagen zuerst etwa 50 Mal, um den Fehler des kalten Motors und des heißen Motors auszugleichen und dann die wiederholte Positionierung zu erkennen. | 0.0025 | |
| Z-Achse Wiederholungsposition |
 |
Erkennen Sie die wiederholte Positionierung auf der Z -Achse. HINWEIS: Vorhersagen zuerst etwa 50 Mal, um den Fehler des kalten Motors und des heißen Motors auszugleichen und dann die wiederholte Positionierung zu erkennen. | 0.0025 | |
| Wenn der Kunde die ISO- oder VD1 -Genauigkeit der x/z/y -Achse testen möchte, muss er zum Zeitpunkt des Vertrags festgelegt werden. Der Kunde muss diesen Artikel gleichzeitig mit der ersten Akzeptanz der Jingfusi -Fabrik testen. | ||||
Hot-Tags: Geneigtes Slantbett Drehen CNC Drehmaschine, China, Hersteller, Lieferanten, Fabrik, Qualität, Preisliste
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie